中文
EN
JP
検索
粘接与热熔焊接施工
洁净管热熔焊接法
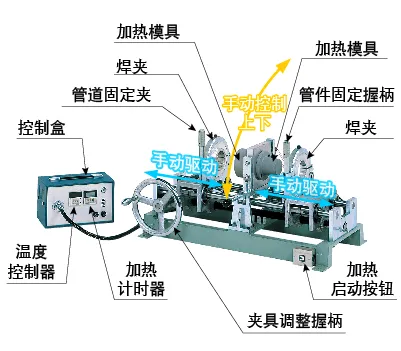
洁净管焊机
【75型 (13~75A)】
电源: AC100V × 1.5kW (15A)/75型
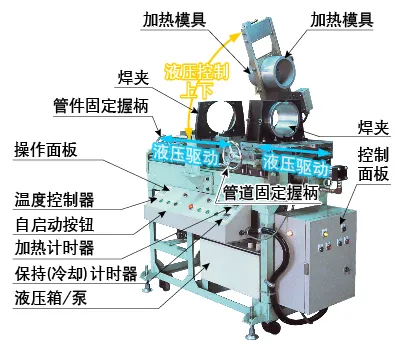
【150型(65~150A)、200型(65~200A)】
电源: AC200V × 2kW (20A)/150型、200型
热熔焊接过程
热熔焊接施工概要
①确认加热模具的温度
②清洁连接部位
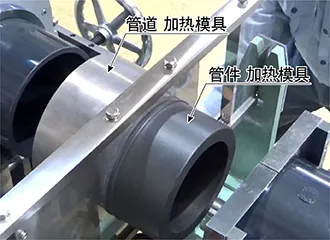
③放下加热模具
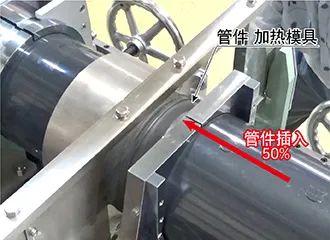
④管件插入50%
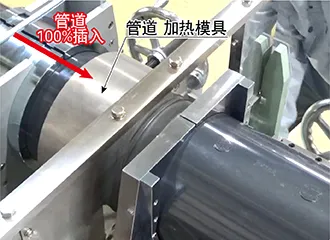
⑤管道100%插入
⑥管件100%插入→加热
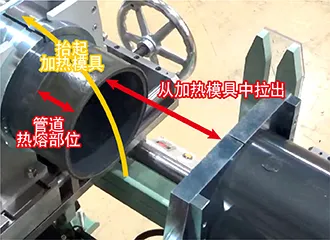
⑦从加热模具中拉出管道、
管件 → 抬起加热模具
⑧将热熔管道插入管件
⑨保持(冷却)
至少保持冷却2分钟。
冷却结束后,可将管道从夹具中取出,进行下一步焊接。
⑩完成/安装管道
管道熔接部位充分冷却约0.5~1小时后,才可向其供水。
粘接施工概要
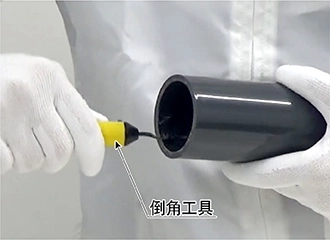
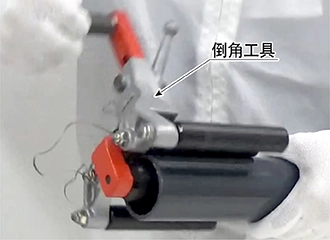
①管道内侧倒角
②管道外侧倒角
③管道倒角完成
④插入管件,标记插入零点
⑤确认插入零点
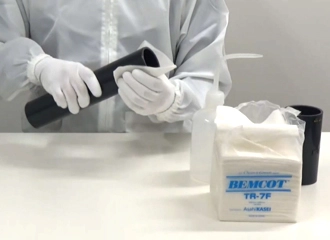
⑥清洁连接部位
最后同样需要确认管道内侧也已清洁完毕。
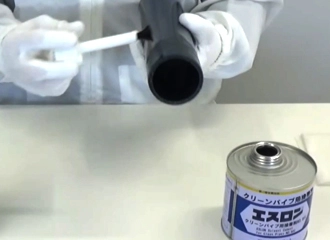
⑦在管件内侧涂粘合剂
⑧在管道外侧涂粘合剂
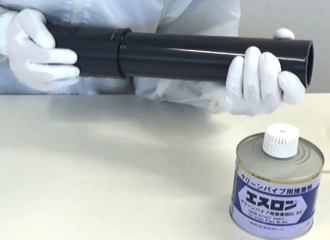
⑨粘接管道与管件
⑩擦除多余的粘合剂
⑪保持养护
在保持养护过程中,如对管道粘接部位施加弯曲、拉伸、扭曲等力,则可能导致管道漏水。
为避免粘合剂中的有机溶剂发生“溶剂裂解”现象,请在粘接后立刻打开管端或阀门以排出有机溶剂。
⑫粘接完成/安装管道
粘合剂硬化约需1天。
粘接完成后,应至少等待1天后才可加水试压。